Dozajlama Otomasyonu
- en az hata
- maksimum kapasite
- doğru raporlama
Dozajlama Otomasyonu Prensipleri
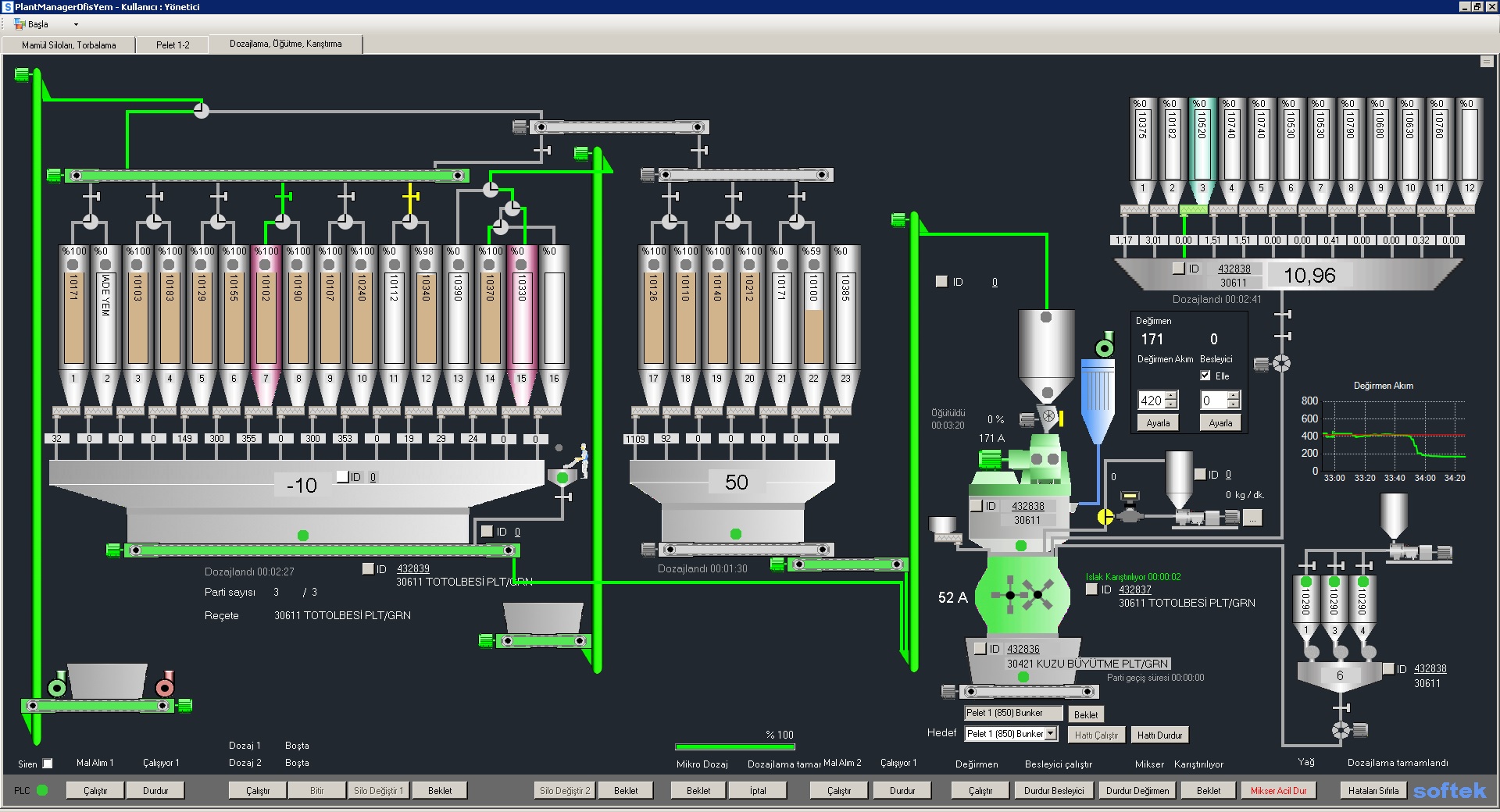
Dozajlama otomasyon sistemi reçetede belirtilen hammadde oranlarına göre parti oluşturur.
Hammaddeler tartıcılara göre gruplanır. Örnek: dozaj siloları kantar1, dozaj siloları kantar2, mikro dozaj siloları kantarı, yağ kantarı, melas/vinas debimetresi, elle katım.
Tartıcı grupları mümkün olduğunca paralel (aynı anda) çalıştırılır. Örnek: makro dozaj, mikro dozaj ve yağ kantarı yol durumuna göre ilk fırsatta tartıma başlar.
Bir tartıcı grubu içinde de mümkün olduğunca paralel tartım yapılır. Örnek: bir hammadde birden fazla siloda var ve bu silolar bir kantara bağlı. Bu durumda sistem hammaddeyi bütün silolardan aynı anda alır.
Parti belirleyici sayısı takibi yapılır. Sistem her partiye bir parti belirleyici sayısı atar. Rota üzerindeki her elemanda (bunker, karıştırıcı, elevatör...) o an hangi partinin işlendiği takip edilir. Veritabanı kayıtlarında ve raporlamalarda parti belirleyici sayısı temel alınır. Bu izlenebilirlik (traceability) açısından gereklidir.
Partinin yol üzerindeki her elemanda (değirmen, mikser...) ne sürede işlendiği kaydedilir ve raporlanır.
Tartılan hammaddenin yoğunluğu, havada kalan miktar ve çevresel faktörlerden kaynaklanan tartım hataları her tartım işleminde değerlendirilerek hata düzeltme işlemi yapılır. Böylece, her tartımda daha doğru bir sonuç elde edilir
Her tartım sonunda o tartım için reçetede belirtilen toleransın aşılıp aşılmadığı kontrol edilir. Eğer aşılmış ise tanımlı yönerge çalıştırılır. Örnek: operatör uyarılır, parti kaydına tolerans hatası işlenir.
Her partinin dozaj sonuçları kaydedilir ve rapor olarak kullanıcıya sunulur.
Desteklenen mekanik aksamlar
- Hız kontrollü vida konveyor
- Oransal pnömatik kapak
- Grid slide
- Hız kontrollü sıvı pompası
- Yük hücreli kantar
- Debimetreler
- Katı debimetreleri
Özellikler
- Maksimum paralel tartım
- Sınırsız sayıda tartıcı grubu
- Sınırsız sayıda hammadde
- Sınırsız sayıda reçete
- Otomatik hata düzeltme
- Geniş mekanik desteği
- Parti veya sürekli dozajlama
- İzlenebilirliğe uygun
- Varolan kontrol sistemi ile bütünleştirilebilir.
- ERP entegrasyonu
Kullanım Alanları
- Yem üretimi
- Yem katkısı üretimi
- Tahıl, bakliyat paketleme